产地山东
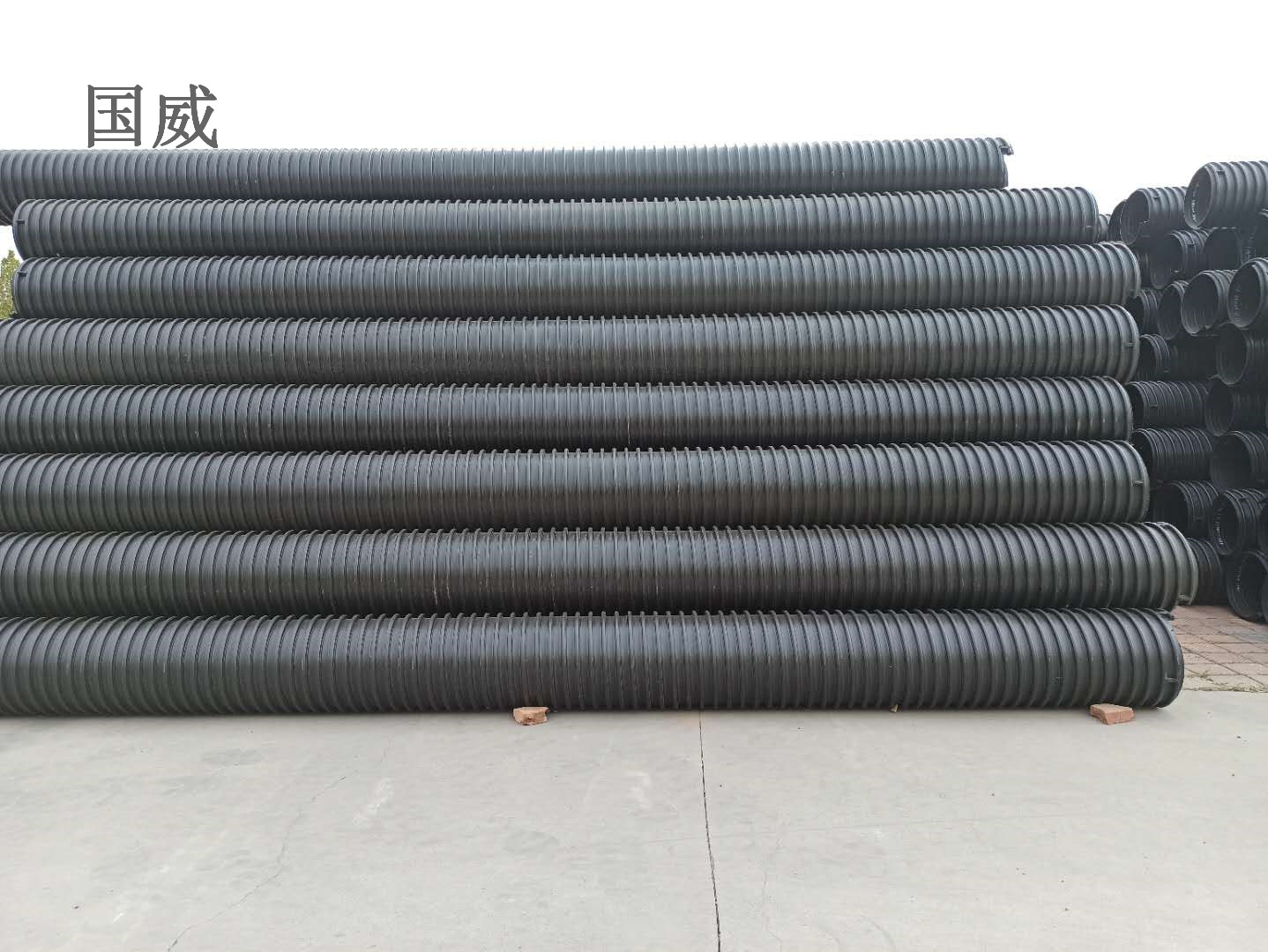
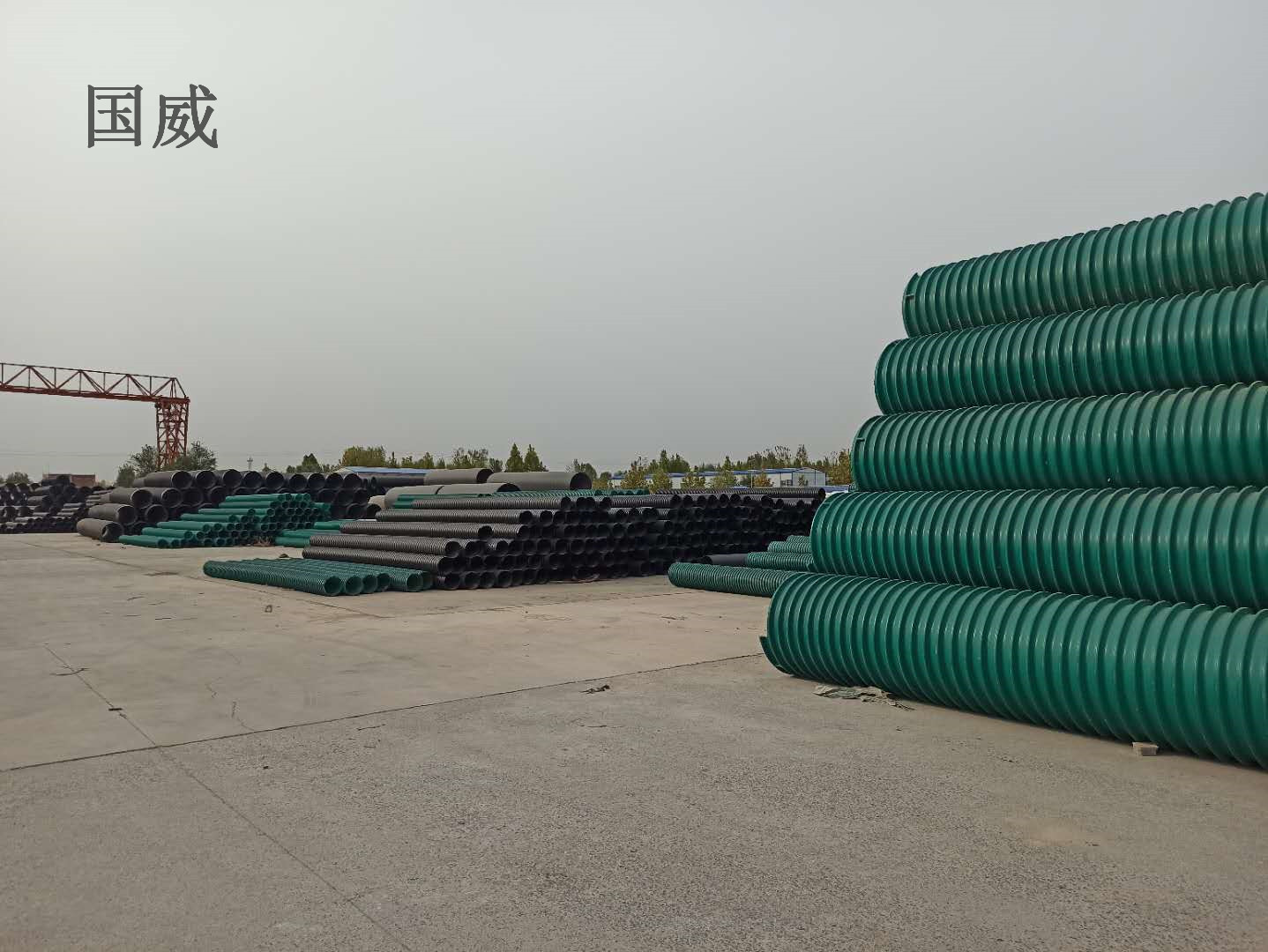
品名加筋聚乙烯PE复合管
公称外径定做
材质PE高密度聚乙烯
壁厚定做
山东国威新材料股份有限公司于2015年10月14日成立。法定代表人刘阜东,公司经营范围包括:高性能工程塑料及复合材料制品的加工、生产、销售、安装;生产高性能工程塑料及复合材料制品的设备的研发、制造、销售等。
PE给水管的组份粘度采用普通单螺杆混炼得到的**高聚乙烯(UHMW-PE)/LDPE共混物,两组份各自结晶,不能形成共晶,**高聚乙烯基本上以填料形式分散于LDPE基体中。
对于未加成核剂的给水管,其在冷却过程中会形成较大的球晶,球晶之间存在着明显的界面,而在这些界面上存在着由分子链排布不同引起的内应力。
熔体长时间处理和使用双辊炼塑机混炼,两组份之间作用有所加强,性能亦有进一步的改善,不过仍不能形成共晶的形态。
受到外力冲击时裂纹会很快地沿球晶界面发展而导致后的破碎,因此又引起冲击强度的下降。
PE给水管的组份粘度在正规生产和严格控制下,是可以保证卫生性能的,既节约了成本,又提高了工效。

pe给水管粘接方法
1、管材、管件粘接前,应用干布将承口侧和插口外侧擦拭处理,当表面粘有油污时须用擦拭干净。
2、管材断面应平整、垂直管轴线并进行倒角处理;粘接前应画好插入标线并进行试插,试插深度只能插到原定深度的的1/3~1/2,间隙过大于时严禁使用粘接方法。
3、涂抹粘接剂时,应先涂抹承口内侧,后涂抹插口外侧,涂抹承。
口时应顺轴向由里向外均匀涂抹适量,不得漏涂或涂抹过量(200g/m2)。
4、粘接剂涂抹后,宜在1分钟内保持施加的外力不变,保持接口的直度和位置正确。
5、粘接完毕后及时将挤出的多余粘接剂擦净,在固化时间内不得受力或强行加载。
6、粘接接头不得在雨中或水中施工,不得在5℃以下操作。
7、连接程序:准备→清理工作面→试插→刷粘接剂→粘接→养护。

我国塑料管道发展很快,质量在不断提高。其中聚乙烯PE管由于其自身*特的优点被广泛的应用于建筑给水,建筑排水,埋地排水管,建筑采暖、输气管,电工与电讯保护套管、工业用管、农业用管等。其主要应用于城市供水、城市燃气供应及农田灌溉等领域。

PE给水管的焊接可以分为下面这几步:
1、PE给水管焊接时,将两管轴线对中,先将两管端部点焊固定。
2、PE给水管与法兰盘焊接,应先将给水管插入法兰盘内,点焊后用角尺找正,找平后再焊接.法兰盘应两面焊接,其内侧焊接不得**法兰盘封闭面。
3、PE给水管壁厚在5以上时,应切割坡口,保证充分焊透.坡口成形可采用气焊切割或坡口机加工,但应清除渣屑和氧化铁,并用锉刀打磨,直至露出金属光。
4、钢管切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心度。
5、法兰要垂直于管子中心线,表面要互相平行,法兰衬垫不得凸入管内,连接法兰的螺栓规格应与法兰配套,螺杆凸出螺母长度不得大于螺杆直径的1/2。
6、焊接给水管时,管子接口要清除浮锈、污垢及油脂。
7、法兰衬垫要按照图纸和规范要求选用,冷水系统采用橡胶垫,热水系统采用石棉橡胶垫。
山东国威新材料股份有限公司积极践行绿色创新、产业兴国、造福社会的使命,致力于创建受社会尊敬、让员工自豪、国内的化工新材料公司。
http://hdpe001.cn.b2b168.com